2.3
Die Verarbeitung des Holzes
Nachdem die Holzkanten ausgewählt wurden, muss gebohrt werden. Dabei ist es wichtig, dass die Bohrung im Inneren des Chanters und der Flöten konisch verläuft, denn nur so wird die diatonische Gebrauchstonleiter in sich stimmen.
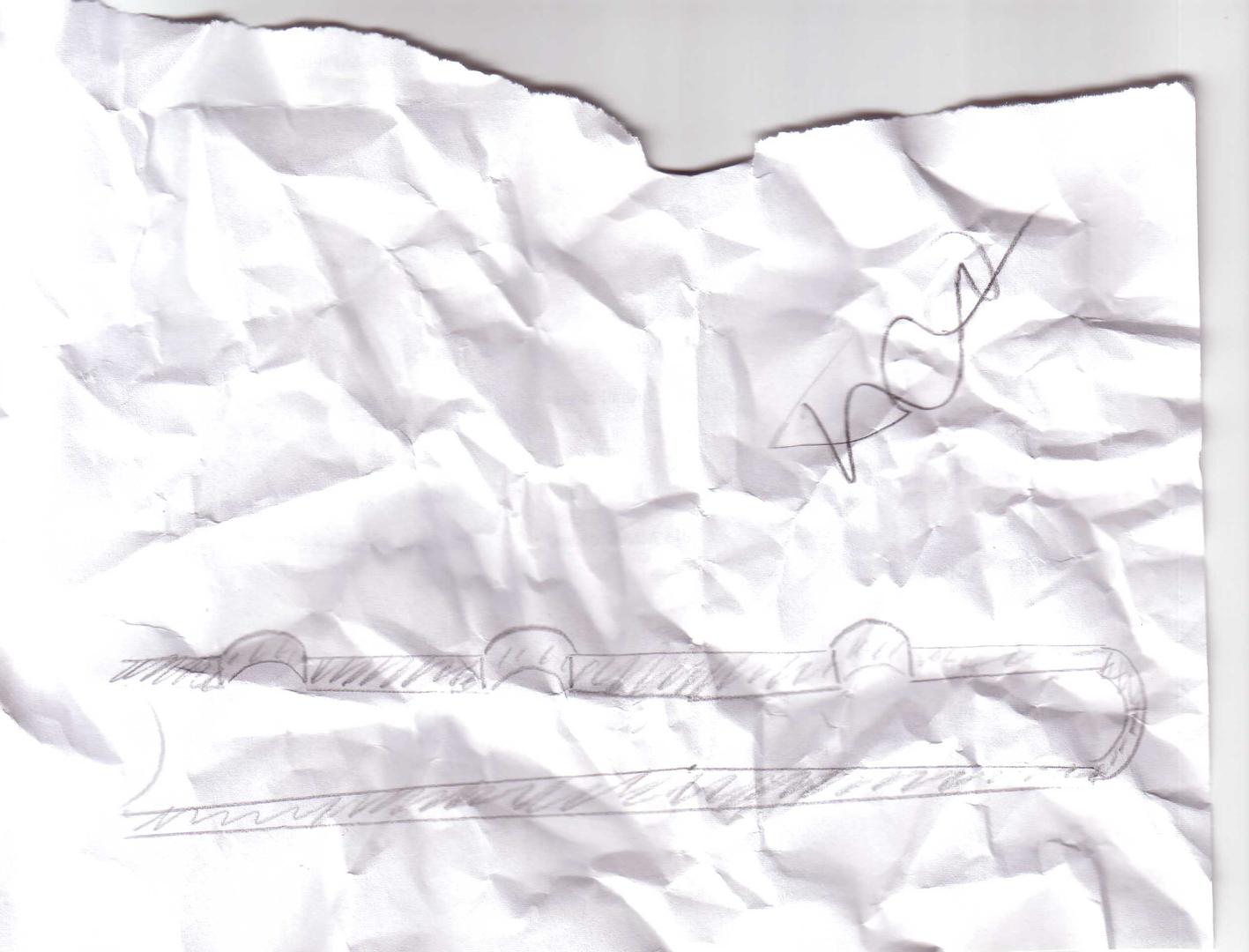
Aus diesem Grund werden die Röhren für Flöten und Chanter mit verschieden grossen Bohrern vorgebohrt. So entsteht im Innern eine abgestufte Vorbohrung.

Tom Aebi an der Bohrmaschine
Bohrer
Querschnitt eines Chanters oder einer Flöte nach der Vorbohrung.
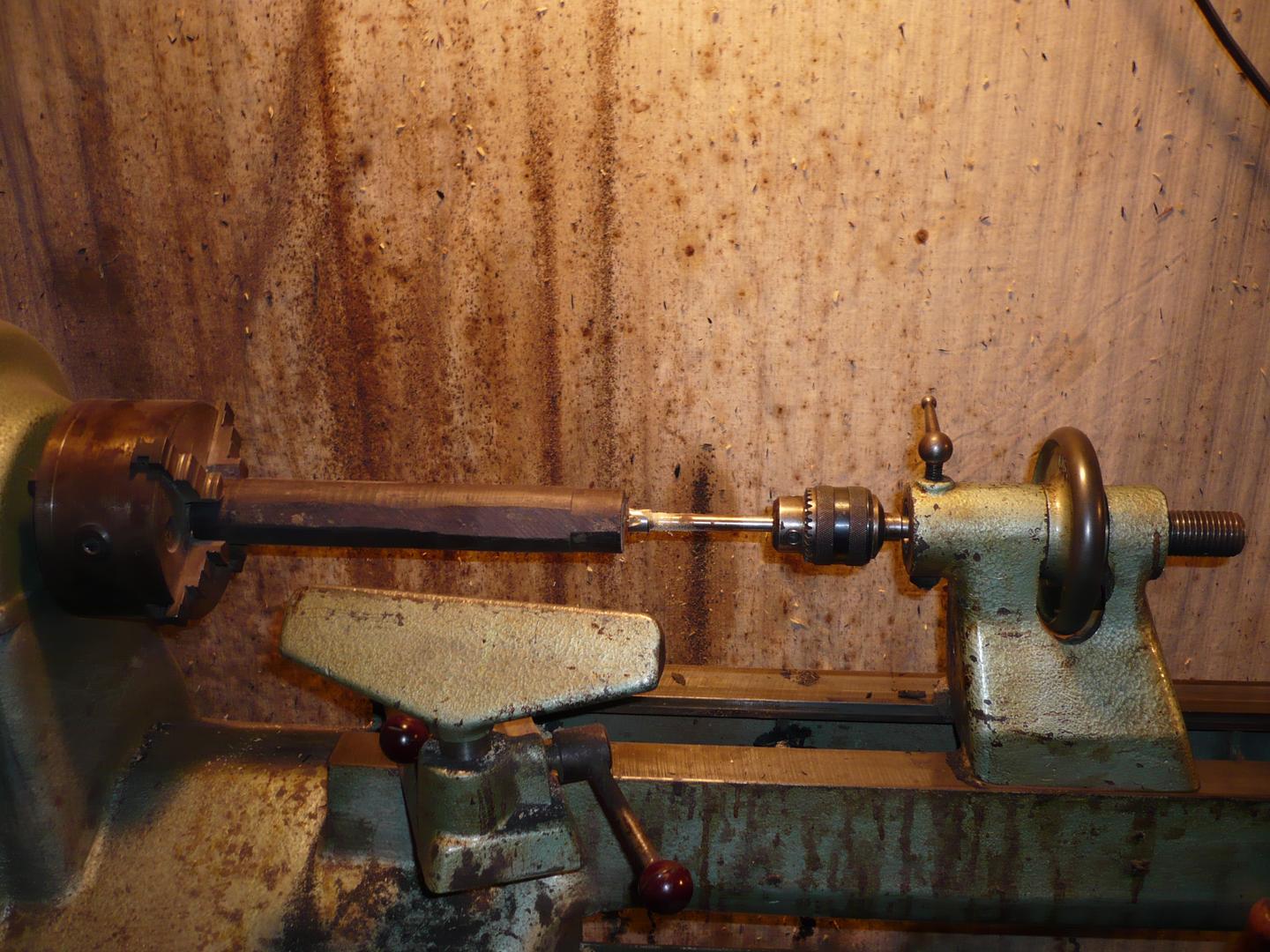
Nach dem Vorbohren wird die konische Innenbohrung mit einer Reibahle oder einem Räumer eingedreht.

Reibahle
Der Chanter der Uilleann Pipes hat eine einfache konische Bohrung. Tom Aebis Flöten hingegen haben eine Innenbohrung mit verschiedenen Koni. Das Finden der genauen Winkel und Längen der verschiedenen Koni verlangt jahrelange Erfahrung und viele Experimente. Tom Aebi arbeitet deshalb mit einer Reibahle, die speziell mit den entsprechenden Massen hergestellt wurde.

Massgefertigte Reibahle
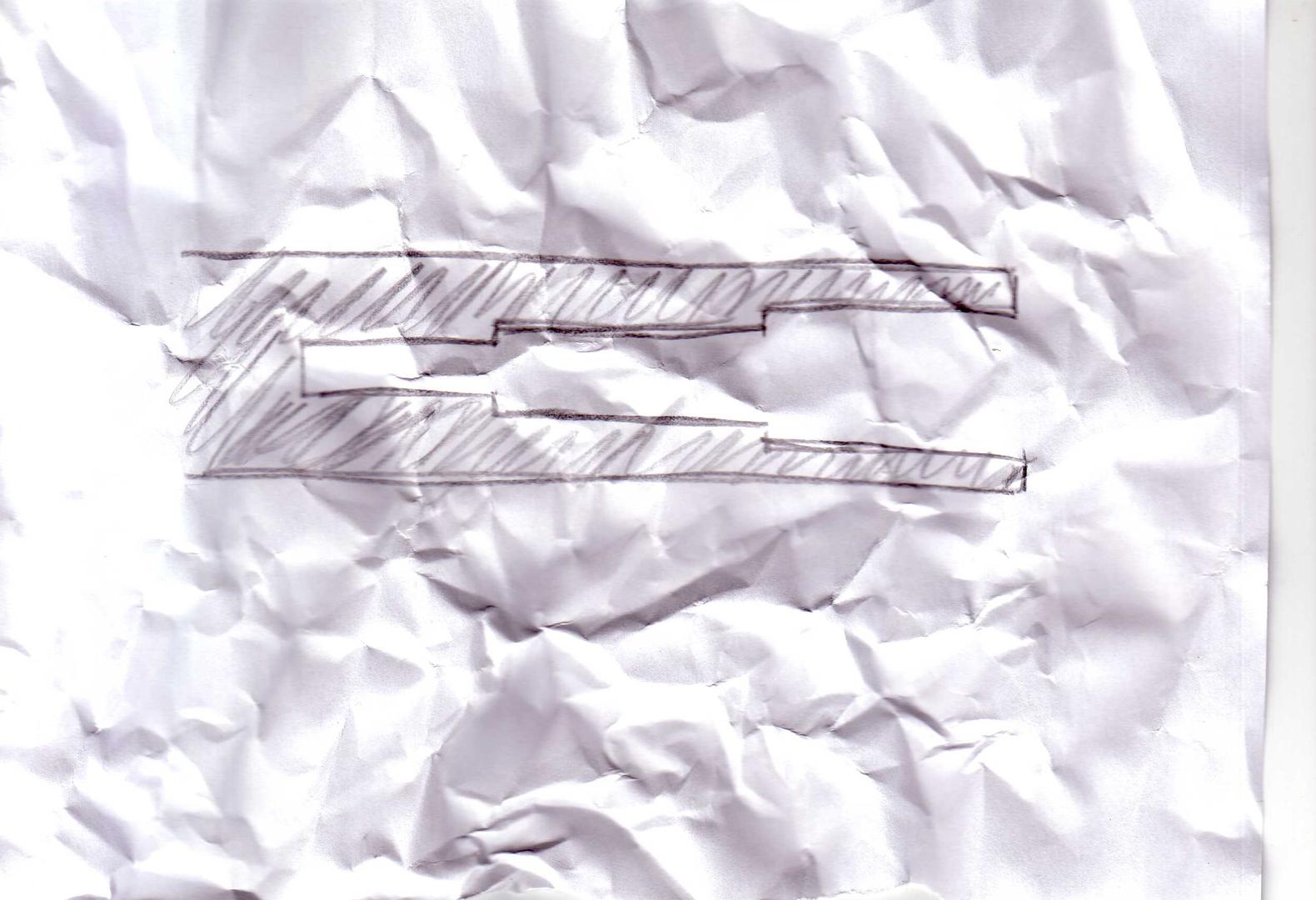
Diese Skizze verdeutlicht den Prozess. Allerdings ist dies nur eine schematische Darstellung. In Wirklichkeit müssen diese Bohrungen äusserst präzise sein.
Schematische Darstellung der konischen Bohrung
Nachdem das Innere des Instruments ausgehöhlt wurde, kann die Aussenwand bearbeitet werden. Sobald das inwendige Holz die richtigen Bohrungen aufweist, spannt Tom Aebi das Holz nochmals ein und drechselt das Instrument. So wird garantiert, dass die Aussenwand und die Innenbohrung nach derselben Mittellinie ausgerichtet sind.

Drechseln
Lizenz
Universität Basel